



真空腔体加工检漏的办法
一、真空封泥检测法
用真空泥封住的漏点,此时要注意观察真空度的改变,假如贴上真空泥之后真空度上升较快,拿掉之后又有了显着的下降,这说明就是一个漏点哦。然而,这个办法在实际检测顶用的比较少
二、真空计检漏法
部分真空计的读数与气体种类有关,例如电离真空计,热偶计。用合适的气体或许液体做示漏物质,这些真空计就成了探测器,一般镀膜机上都会有真空计,在实际使用中也是比较常用的检漏办法。热偶计的示漏物质有二氧化碳,丁烷,酒精等,热偶计的反响比较慢,要仔细观察。用于电离计的示漏物质主要有氦,,酒精等。




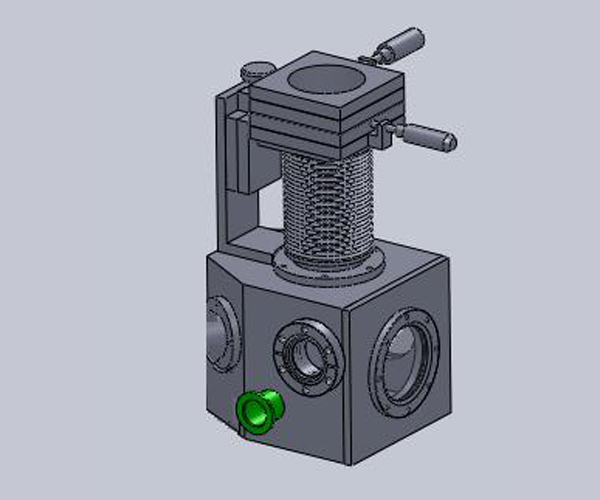
真空腔体
随着产业发展及学科融合,真空技术应用场景极大丰富,相关产品及科学仪器的数字化和智能化程度显著增加;科技前沿和新兴领域的应用条件更加严苛,技术攻关难度和风险显著增加。作为真空技术的四类基础部件———真空腔体、泵、阀门和密封件的制造水平提升和工艺优化已经成为重大科学装置建设和装备研制的重要支撑,代表了产业基础共性技术的发展方向。为满足工艺环境的应用要求,真空腔体和密封件的制造技术快速发展;为适应绿色智能的发展理念,真空泵和阀门作为通用技术产品的迭代周期逐步缩短。
真空检漏的具体方法
极限压力合格,升压率不合格极限压力合格说明设备没有明显漏点,且真空系统的抽气性能正常。升压率不合格,主要原因是从粗抽阀到炉体有一些较小的漏点,通常在1×10-9~9.9×10-4Pa·m3/s之间。检漏步骤为:
①用力按压气袋从粗抽阀开始向炉体方向喷吹氦气,遍针头移动的速度可以快些,对设备的全部焊口、法兰连接、动密封、热电偶连接等处进行检漏,在焊口不规整及法兰连接缝隙不均匀处将喷吹移动速度放缓并进行细致检查。
②不按压气袋,用针头缓慢地对位置进行检查,漏孔会吸入针头中存有的少量氦气,观测检漏仪屏幕漏率值喷吹过程中的变化,找到漏率大且上升快的点即是漏点。
③向各个加热电极、炉体水套等通水腔体内喷吹氦气检查泄漏情况。若检漏多遍后升压率仍不合格,可以用塑料布、胶带对的焊口、法兰连接处、热电偶、电极等处进行包裹罩封,然后向罩中喷入氦气,观察检漏仪的漏率变化,如果缓慢上升,说明被包裹的位置存在漏点。






 京公网安备 11011402012516号
京公网安备 11011402012516号 在线客服
在线客服 400-188-1915 / 185-1082-6675
400-188-1915 / 185-1082-6675 bjkcvac@sina.com
bjkcvac@sina.com


