



负压法检漏
负压法检漏是将被检件接到检漏仪的检测口,用喷连续向的漏孔喷射示踪气体,示踪气体通过漏孔进入检漏仪并被检测。一般电子器件的外壳、高压开关管、氧化锌、避雷器等都应采用这种方法检漏。
根据产品的不同,需要选择不同尺寸的夹具或辅助工具。举个例子,比如管壳的检漏。检漏仪正常工作后,用标准漏孔进行漏率校准,就可以对管壳作喷吹检漏,先将夹具固定在检漏口,待测管壳放在夹具上面的橡皮板上,辅助抽气系统将其抽至预定真空后自动接至仪器的测量系统。然后用喷连续向管壳喷氦气,时间一般1~3秒,当管壳存在漏孔时,氦气将通过漏孔进入仪器的质谱分析部分,漏量大小在漏率表上直接显示出来,这种方法既能判断漏孔的位置也可测量漏孔的大小。整个检测周期只需一分钟。




氦泄漏检测应用
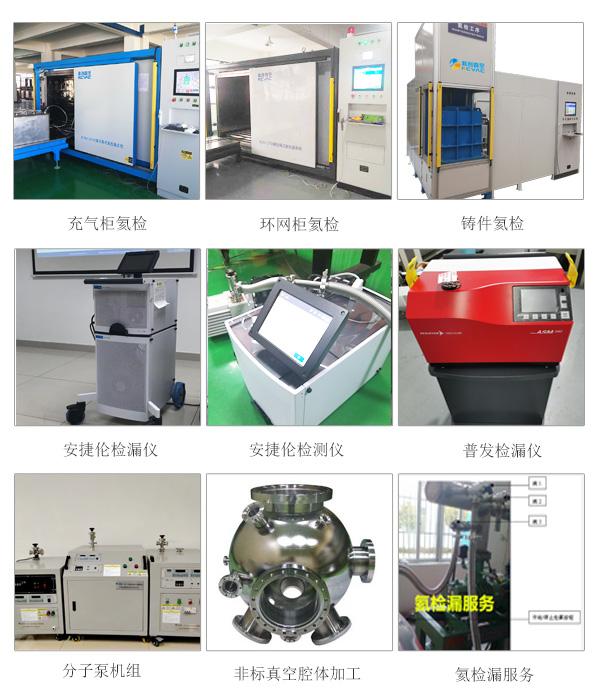
生产零件的质量控制使用氦检漏仪的组件有助于确保生产过程的完整性。典型的例子包括:密封包装、阀门、歧管、密封件、真空容器和系统、、高纯度管道、制动管路、燃油管路、液压管路、制冷组件、散热器、热交换器、冷凝器、储罐。
系统维护
使用真空系统或压力系统的工业过程工具必须进行测试,以检查偶尔的泄漏。这可能是预防性维护的一部分,也可能是意外故障的一部分。真空系统的典型例子包括:真空炉、真空涂布机、电子显微镜、手套箱、线性、电子束和离子束加工设备、半导体加工设备、激光加工设备。加压系统的典型例子包括:发电厂、气体处理系统、生物反应器、液化气设施、地下储罐、地下电缆和管道。

如何正确设计可燃和有毒气体检测报警系统
由于一个气体检测报警设备可以检测气体浓度的范围是半径为3米的圆,即25-30平方米左右,且需要安装于容易泄漏气体的附件,如管道接口、折弯处等。需要根据不同的检测面积来计算具体使用气体检测报警设备的个数,根据这个具体数量来选择气体检测报警控制器主机。这些确定后,就需要实际的人工安装了,具体需要走线路、链接探测设备,测试完毕,即可投入使用。






 京公网安备 11011402012516号
京公网安备 11011402012516号 在线客服
在线客服 400-188-1915 / 185-1082-6675
400-188-1915 / 185-1082-6675 bjkcvac@sina.com
bjkcvac@sina.com


